用色母粒制造PVC线缆生产中常见的加工问题
用色母粒制造PVC线缆生产中常见的加工问题
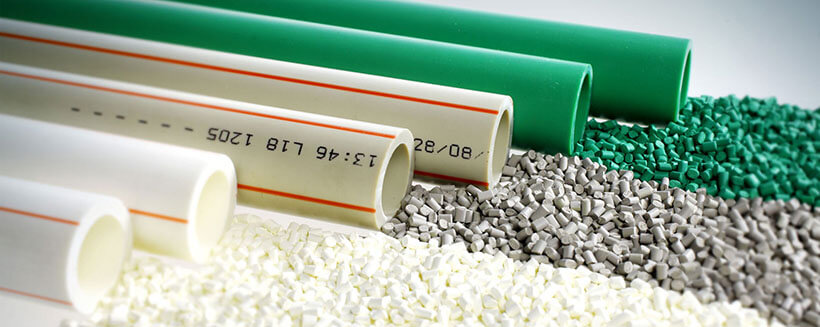
随着国内电线、电缆市场的迅速发展,PVC绝缘和PVC保护套电线应用技术得到广泛运用,会根据客户的要求对电线电缆提出不同的颜色标准,对PVC电线电缆生产厂家在着色上提出了更高的要求,目前国内PVC色母生产制造才刚刚起步。
PVC树脂是一种热敏性和剪切敏感性的树脂,对其进行多次加工操作之后,就会影响它的应用性能,但由于一些原因,常常会遇到一次加工的产品质量不符合要求,从而不得不进行多次加工情况。这样不仅影响了生产效率,增加原料消耗,提高了生产成本,而且还可能会影响产品的内在质量问题。因此仔细分析造成多次加工操作的原因,了解影响一次加工合格率的主要因素,寻求提高加工合格率的方法,对生产高效、低耗和优质的PVC线缆色母粒具有重要的意义。
一 、PVC线缆色母粒加工现状
PVC线缆色母粒的种类十分的多、成分复杂、配方各异。有的经一次加工就能合格,而有的要经过数次加工之后才会符合要求。其中由于颜色谱系不同,其一次加工合格率相差甚大,合格率的关系大致如下:
白色﹥灰色﹥黄色﹥橙色﹥棕色﹥黑色﹥兰色>绿色>红色。
二 、PVC线缆色母粒生产中常见的加工问题
PVC线缆色母粒一次加工不合格的主要问题是粒形不良、分散不佳、颜色偏差等。其中颜色偏差而导致一次加工不合格的,主要是配方出现了一些问题,不在本文讨论范围之内,因为对于一个成熟的配方,首先其颜色是应当不会有问题的。
造成粒形不良的原因、不良情况的分类及其分析,其中最常见的情况有以下三种:
1 挤出条料牵引困难,时粗时细,粒形不佳。
2 挤出条料表面有凸起物。
3 挤出条料表面极其粗糙。
其中第一种情况,主要是由于挤出机加料量不稳定所造成的。在生产中常遇到两种情况:
(1)预混料结块,造成加料器下料困难或结块料堵塞在挤出机加料口处。
(2)预混料堆积密度太小,在料斗加料口处因“气阻”而造成底部结块,预混料在料斗中架桥。这样,造成挤出机机头熔体的压力波动很大,流出口模的物料时多时少,极不均衡,当然就很难使它成为好的粒形。
第二种情况,通常出现在硬度比较低的产品上,有的经“二次加工”后,挤出条料的平滑感觉得到明显改善,但有的产品却并没有好转。若检测它的分散性,却是符合要求的。
第三种情况,则出现在某些使用了特种增塑剂或某些颜料含量特别高的产品上,此时生产状况可能是良好的,但挤出条料表面非常粗糙,只有经过多次加工后,挤出条料手感才能光滑平整。
至于遇到分散不佳问题,生产上通常上能选用最简单的方法,即二次加工了。
三、影响一次加工合格率的主要原因
影响PVC线缆色母粒产品“一次加工”合格率的因素是非常多的,所以为了便于分析和比较,不考虑人、料和环这三项可控制的因素及机这个客观上不可变的因素对“一次加工”合格率的影响,每一种产品也是从多批生产的加工情况综合起来的,具有一定的代表性,若从配方的角度作分析,会给我们一些启示。
1、有机颜料含量的影响
将色母粒按照有机颜料含量和加工次数以递减法排序则可看到:当配方中有机颜料含量超过2%时,其“一次加工”合格率仅为25%,而有机颜料含量低于2%时,其“一次加工”合格率高达80%,这表明有机颜料含量高低对“一次加工”合格率有着举足轻重的影响。其临界浓度在2%左,超过此值大多数要进行“二次加工”。其主要原因一是有机颜料堆积密度小,体积大,加工时预混料比重较轻,常常会造成“加料”困难,影响挤出操作,原因之二是有机颜料的分散性较差,含量越高,分散越困难,造成产品的分散性不佳。
2、无机颜料含量的影响
PVC线缆大多数要求有良好的遮盖性,着色时除用有机颜料或无机颜料之外,通常要加入适量的钛白粉来提高遮盖性。统计表明,无机颜料含量不同,对”一次加工”合格率有着很大的影响。
3、增塑剂品种的影响
增塑剂是PVC线缆色母料的主要成分之一,它影响产品的可加工性、耐热性、耐寒性及柔软性。
4、增塑剂含量的影响
不仅增塑剂的品种会影响合格率,即使是用同一种增塑剂,因其用量不同,也会影响“一次加工”合格率,若以树脂和增塑剂的重量份数之比为参数,当比值小于1时,其“一次加工”合格率明显低于比值大于1的,因为当增塑剂用量增加时,会增加预混料操作的难度,易造成预混料“过湿”而结块成团,在挤出加工时会堵塞加料口影响操作或挤出条料太“软”而造成切粒困难。
5、填料含量的影响
PVC线缆色母粒中加入填料,不仅可以降低产品成本,还可以改善熔体的流动性能,有利于控制生产工艺条件及方便操作。不过其含量也应适量的,否则也会影响“一次加工”的合格率。当填料含量为树脂的两倍以上时,其“一次加工”合格率不足40%,若含量为树脂的1~2倍时,则其“一次加工”合格率达75%。因为重质碳酸钙类填料毕竟与树脂的亲和性能差,若含量较高时,则“一次加工”时可能在熔体中不能达到均匀分布与分散,造成挤出条料毛糙或有凸起的感觉,若经“二次加工”后,则条料明显光滑。
6、硬度的影响
硬度的影响比较复杂。因为硬度不是一个独立的变量,它受树脂的制法、增塑剂的品种和用量,填料及颜料的种类和用量所支配的。不过纵观生产中碰到的情况,经验告诉我们可以认为硬度高的,其“一次加工”合格率也较高,这可能是因为硬度高,有利于预混料操作及改善颜料的分散性的缘故。
四 提高一次加工合格率的方法与措施
1、改进预混料的质量
良好的预混料应当是混和均匀的,不结块的比较疏松的。因此在预混材料操作时,选择合适的预混设备,恰当的选择预混料的重量。
合理安排配方中各组分的加料次序:
a 先加树脂、蜡、润滑剂、热稳定剂,并高速预混。
b 再加预料、填料、高速预混。
c 再加流变性调节剂,高速预混。
d 最后一次性加入增塑剂,低速短时间混合。
2、调正预混料的堆积密度
目的是为了减少或消除预混料再挤出机加料口处“气阻”及架桥现象。可采用的方法有:
从配方上考虑:
在用户许可的情况下,降低使用时的稀释比,以降低母料中有机色粉的含量。
重新配色,选用色力更高的有机颜料。
在保证硬度的前提下,采用增加活性填料的含量,减少增塑剂用量。
在硬度许可的情况下,尽量少加增塑剂,多加填充剂。
在硬度较高配方中,少加或不加流变性调节剂。
从工艺上考虑:
在预混时,先加入20%左右的同品种同批次的成品粒子,这样可以提高预混料的比重,有利于加料操作。
3、改进加料计量装量
若将加料计量器的闸板的宽度设计成可调节式,即在生产PVC线缆色母粒时,通过调整闸板的宽度与高度,就可更方便、更精确地控制加料速度。例如,当闸板宽度设定至原来的二分之一,闸板高度保持不变,那么其加料速度的控制范围就比原来提高一倍,这样就可能解决较“轻”的预混料的加料问题,从而提高“一次加工”的合格率。
4、优化工艺参数
挤出操作的重要工艺参数是温度(螺杆、机筒、机头、口模)、加料速度、螺杆转速以及口模板的孔径与孔数,另外还有熔体的温度,扭矩及压力,不同的配方,都应有其最佳操作参数。
五、几条重要建议
尽快改进加料计量装置,以解决加料速度不匀问题
对于预混料比重较轻的,采用“掺合粒子”法预混料工艺
对于填料含量较高的,采用“活化处理”法工艺,以改善粒子表面粗糙问题,具体方法:填料在线活化处理法
即在预混时,先将填料碳酸钙加入混合器中,再加入偶联剂有机钛酸酯或有机硅烷类,高速混合几分钟,即得活性填料后,再按常规法工艺预混
【返回上一页】
最新产品
- 科莱恩HN4G颜料黄150水性装饰凹版印刷油墨专用偶氮镍黄颜料
- 巴斯夫高性能涂料颜料Cinquasia Red L4330喹吖啶酮颜料红
- 欧励隆食品级炭黑粉PRINTEX F80过FDA高纯度炉黑
- 巴斯夫分散剂4703高效油墨分散剂埃夫卡EFKA PX 4703
- 润巴金属络合染料Ranbar D878高性能蓝相紫色混合染料
- 科莱恩Hostastat HS 1 pills Zn塑料用阴离子抗静电剂
- 科莱恩Hycite 713多功能镁铝水滑石除酸剂和稳定剂
- 科莱恩Licomont NaV 101褐煤酸钠成核剂和润滑剂
- 科莱恩抗氧剂Hostanox P-EPQ高效亚磷酸酯抗氧剂
- 美国陶氏ENGAGE 8842低密度聚烯烃弹性体抗冲改性剂
- 陶氏尼龙抗冲改性剂FUSABOND N493聚酰胺增韧剂
- 法国阿科玛LOTADER AX8900功能性聚合物增韧抗冲改性剂












产品列表

最新文章
- 皮革染料市场规模、类型、应用分析及增长趋势预测(2025-2034)
- 2025国际涂料展 | 上海精颜化工将携优质颜料、染料及助剂亮相
- Tronox特诺钛白粉闲置其荷兰工厂,优化供应链提升竞争力
- 颜料选择指南:如何平衡核心需求、性能优化与成本控制
- 颜料表面处理的作用及其对应用性能的影响
- 苏达山化工完成对辉柏赫颜料的战略收购,打造全球颜料行业新巨头
- 化妆品染料市场分析:2025-2030年趋势与预测
- 钛白粉市场风云再起,龙头企业纷纷提价
- 氧化铁颜料价格上涨趋势分析及行业应对建议
- 全球色母粒市场分析:2025-2030年趋势、预测与区域洞察
- DIC集团2024财年业绩报告:销售额增长3.1%,营业收入大幅上升
- 紫外线光稳定剂市场规模与趋势分析
- 光变色染料的应用与技术:变色原理、领域与未来发展
- 巴斯夫BASF集团发布2024年全年初步数据
- 巴斯夫涂料业务部发布2024年汽车OEM涂料色彩报告
- 白色无机颜料市场前景:增长趋势、驱动因素与创新
- 酞菁蓝与炭黑起反应吗?
- 有机颜料好还是无机颜料好
- 进口颜料和国产颜料的区别
- PCC集团计划在的科慕钛白粉工厂建设一座新氯碱工厂